News information

 Share
Share
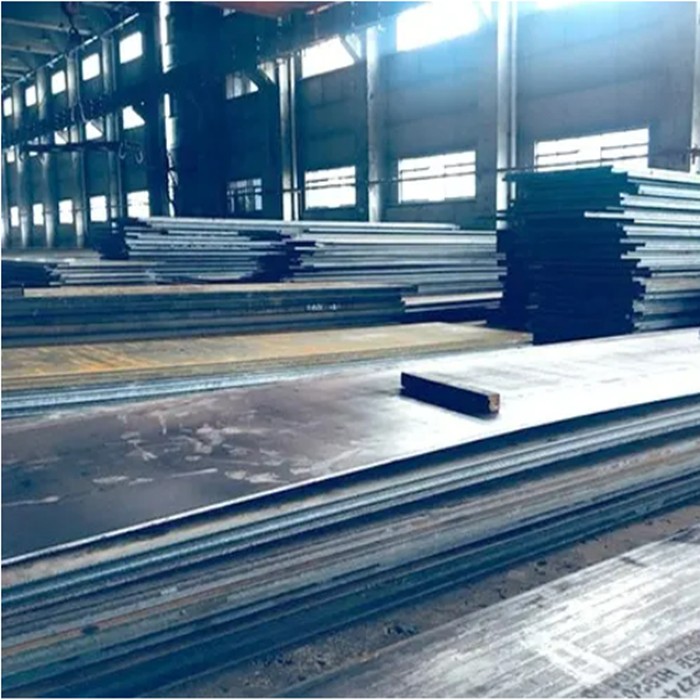
Sheet metal processing automation equipment has its limitations, before putting into automation equipment, we must carefully analyze the process and batch of enterprise products, and analyze the performance and limitations of automation equipment. The following is the input and selection of sheet metal process automation equipment.Unloading processAt present, the cutting equipment is basically laser cutting machine and CNC punch, they are CNC equipment, the degree of intelligence is relatively high, the increase of automatic loading and unloading device can achieve fully automated production.Laser loading and unloading selectionThe cantilever suction cup belongs to a semi-automatic feeding device, which is economical and suitable for thin plate materials with a thickness of less than 5mm and a weight of less than 200kg, but if the thick plate material adopts the cantilever semi-automatic method, manually pushing the suction cup will be very difficult, so it is not recommended. The gantry automatic feeding device is suitable for thick plate and large plate material, which has better safety and high efficiency.Laser automatic blanking is not recommended to put into automatic devices, laser processing is mainly based on small batches and multiple varieties, automatic blanking reduces the processing efficiency. If the production batch is very large, it is recommended to use laser coil cutting production line processing, coil cutting production line saves materials and has high processing efficiency.CNC punching loading and unloading selectionThe advantages of the unilateral automatic loading and unloading device are: loading and unloading are on the same side, one cycle of loading and unloading takes 35~40 seconds, the floor space is small, and the material warehouse can be expanded on the basis of not increasing the floor space; The advantages of the automatic loading and unloading device on both sides are: the loading and unloading efficiency is higher than that of one side, and one cycle of loading and unloading can be completed in 16~20 seconds, but the floor area is relatively large, which is suitable for sheet metal enterprises with unlimited venues.More than 3 sets of CNC punching machine is suitable for increasing automatic loading and unloading device, under normal circumstances, one person can operate 3 sets of CNC punching machine with automatic loading and unloading device, a shift can reduce 3~4 operators, and reduce the labor intensity of operators, liberate the mechanical repetitive loading and unloading work, operators have more time to consider the preparation before processing, such as mold preparation, material preparation, optimization of processing procedures, can greatly improve processing efficiency, CNC punching automatic loading and unloading device is also a very mature program.Forming process98% of sheet metal forming plants are using bending machines, such equipment investment is small, general forming can be processed, the only deficiency is the need for manual operation, processing workpieces longer and wider than 500mm when one person operation is more difficult, need more than two workers to cooperate with processing), processing thickness of more than 2mm plate bending efficiency is low and prone to work accidents. Bending work is more hard and requires a long time to learn and accumulate experience, bending salary is higher than other types of work, robot bending and follow-up assisted bending are currently two automation solutions to reduce labor costs.(1) Robot bending. After debugging the equipment in this way, it can realize continuous and non-stop fully automated production, long-term processing is more efficient than labor, and one commissioning personnel can operate multiple bending machine processing. Its disadvantage is that the commissioning time is too long, the requirements for operators are relatively high, it is not suitable for multi-variety and small-batch processing, and different products need to replace the suction cup holder. Many companies have invested in robot bending, due to insufficient batch of fixed product orders, operators are not familiar with debugging, resulting in idle equipment.(2) Bending follow-up vehicle auxiliary bending. Multi-variety, large and small batch production can use this way, large workpiece, thick plate bending advantages are obvious, reduce bending auxiliary personnel, reduce labor intensity, strong flexibility, a follow-up car can be used with multiple bending machines, the investment cost is relatively low. The disadvantage is that manual cooperation with loading and unloading operations is required, and automated production cannot be fully realized.Bend centerBending center processing efficiency is high, can achieve fully automated production, suitable for complex chassis processing, can not bend thick plate and folding edge higher than 300mm products, high input costs, maintenance costs are also high, general scale factories can not afford to buy, sheet metal processing profits are too low after input is difficult to recover costs.Fitter processThe main work of sheet metal fitter is drilling, tapping teeth, sinking holes, and some sheet metal products need to use aluminum profiles, processing avoidance steps, blind holes, fisheye pits. Traditional processing equipment has table drills, desktop tapping machines, milling machines, manual operation of assembly line operations, prone to quality accidents, such as leakage, leakage tapping and other phenomena, more complex parts, may have a variety of different specifications of tapping teeth, countersinking and reaming process, traditional equipment processing is more troublesome, to cooperate with many people, the efficiency is also low, many sheet metal enterprises use drilling tapping and milling center processing. Drilling tapping and milling center is a set of drilling machine, tapping machine, milling machine function as one of the CNC equipment, offline programming, multi-station tool magazine automatic tool change, clamping multiple parts at a time, according to the program automatic processing of all holes of parts and tapping, milling notch and other processes, can achieve non-stop clamping and disassembly of parts, high efficiency (40~60 holes per minute), can process profile radiator products. The defect is that it requires programming and making fixtures, which are not suitable for the processing of proofing or trial products.Welding and grinding processesRobotic welding is a very mature automation solution and will not be introduced here. Grinding is the process bottleneck of all sheet metal enterprises, grinding work is dirty, tired, harsh environment, and grinding process is an indispensable process for sheet metal processing, grinding workers are very difficult to recruit, polishing work is basically 60s and 70s support, young people are not willing to engage, so the cost of grinding is also very high, there are sheet metal companies to learn from hardware polishing automation experience, try robot polishing most ended in failure, now five-axis CNC grinding workstation is more mature recommended to everyone.Five-axis CNC grinding workstation is used to polish sheet metal workpiece surface weld welding scar, suitable for box, cabinet, door panel and internal structural parts surface grinding and polishing, mainly used in communication equipment, power equipment, medical equipment, environmental protection equipment, electronic equipment rack, safe body and other related industries, replace traditional manual grinding, improve factory processing efficiency, shorten sheet metal processing time.The workstation adopts manual material handling, the workpiece is fixed on the worktable, and the servo positioning and rotation greatly improve the accuracy and response speed of the equipment; The platform adopts large-diameter screw guide rail, which improves the stability of the table while ensuring accuracy; The 5-axis CNC system cooperates with bus servo and intelligent artificial teaching technology to solve the problem of professional programming of sheet metal enterprises, reduce the skill requirements of operators, be simple and fast, and have strong timeliness for transforming products. The defect is that it is not suitable for polishing small batches of products, and it is necessary to make tooling fixtures (grinding fixtures are relatively simple and costly), and some products can not be polished inside and small corners.












 Current Location:
Current Location: