Current Location:Home / CNC machining
Current Location:Home / CNC machining
钣金加工操作流程介绍
 Share
Share
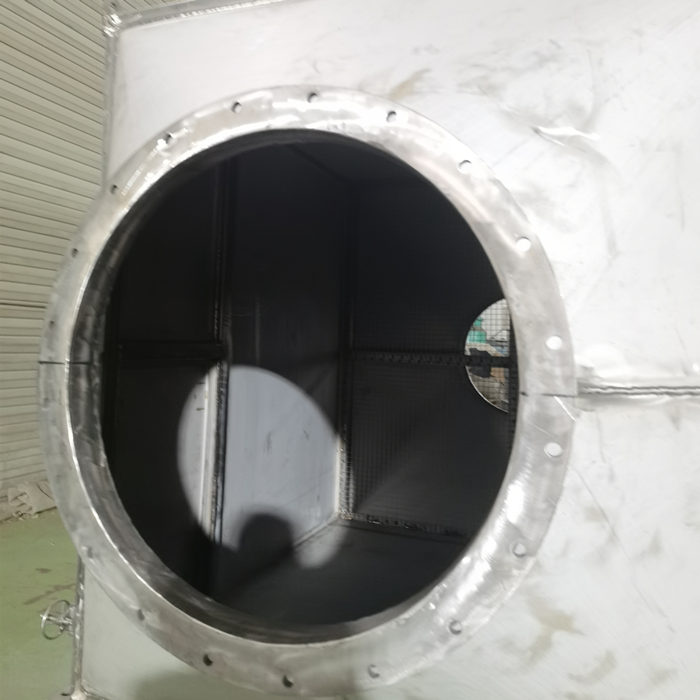
钣金加工操作过程分为下料、折弯、拉伸、焊接、喷塑、检验 、入库。钣金加工是指对均厚的板材进行加工的技术,不需要通过模具成型,相对模具生产速度较慢,非标定制满足个性化需求、小批量生产的特点,要求钣金产品版面平整,公差准确。
包括下料、折弯、拉伸、焊接、喷塑、装配等,主要是剪冲折焊粘等加工步骤。
1、钣金下料:主要是数冲和激光切割。数冲指用数控冲床加工,板材厚度范围为,冷轧板和热轧板≤3mm,铝板≤4mm,不锈钢≤2mm。冲孔有最小尺寸要求,最小尺寸与孔的形状,材料的性能和厚度有关。激光切割是用激光飞行切割加工,板材厚度加工范围为冷轧板和热轧板≤20mm,不锈钢≤10mm。其优点是加工板材厚度大,切割工件外形速度快,加工灵活;缺点是无法加工成形,网孔件不宜用此方式加工,加工成本高。
2、 钣金折弯:折弯件有最小弯曲半径,材料弯曲时,其圆角区上,外层受到拉伸,内层受到压缩。当材料厚度一定时,内弯曲半径越小,材料的拉伸和压缩就越严重;当外层的拉伸力超过材料的极限时,就会发生断裂和折断。
3、 钣金拉伸:拉伸件底部与直壁之间的圆角半径应大于板厚,拉伸后的材料厚度会有一定的变化,底部中央一般保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
4、钣金焊接:主要为电弧焊、气焊。①电弧焊具有灵活、机动,适用性广泛,可进行全位置焊接;所用设备简单,耐用性好,维护费用低等优点。但劳动强度大,质量不够稳定,取决于操作者水平。适用于焊接3mm以上的碳钢、低合金钢和铜、铝等非铁合金。②气焊火焰温度和性质可以调节,相比电弧焊热源比热影响区宽,热量不如电弧集中,生产率低,应用于薄壁结构和小件的焊接,可焊钢、铸铁、铝、铜及其合金、硬质合金等。
5、 钣金喷塑:通过烤炉等机器对五金件的表面进行自动喷油、喷粉等处理,使产品外表亮丽美观,达到包装出货的需求。
6、 钣金检验:产品生产过程由质检部门实时把控,降低生产损耗和次品率,保证生产质量。
7、 钣金入库:经过以上工序的产品已达到入库准备出货的要求,可以进行包装入库。